The contract for the supply of the Toroidal field coils awarded
The magnetic system of DTT facility is composed of 18 toroidal field (TF) coils, 6 poloidal field coils and 6 independent modules to form the central solenoid. All of these coils are superconducting, cooled by a forced flow of supercritical helium with an inlet temperature of 4.5K.
The tender for the supply of the 18 modules of the toroidal magnetic field of DTT was launched in December 2020, the starting price of which was set to 35 million euros, and was recently awarded to ASG Superconductors S.p.A. (Italy). ASG Superconductor is a world leader in the fabrication of superconducting magnets and, in the past, has already supplied magnets for other tokamaks such as, for example, ITER and JT-60SA.
The tender was open to all possible candidates, given the high technological and engineering level required. Consolidated experience in the field of superconducting magnets was also required to propose specific technological solutions and the scientific expertise to carry out control tests.
The contract will start in about a month and will end in early 2025. The delivery of the first TF module is scheduled for September 2023.
The supplier is required to establish a series of procedures to be authorized by DTT before the start of the manufacturing process. These special processes cover all the critical steps of the manufacture.
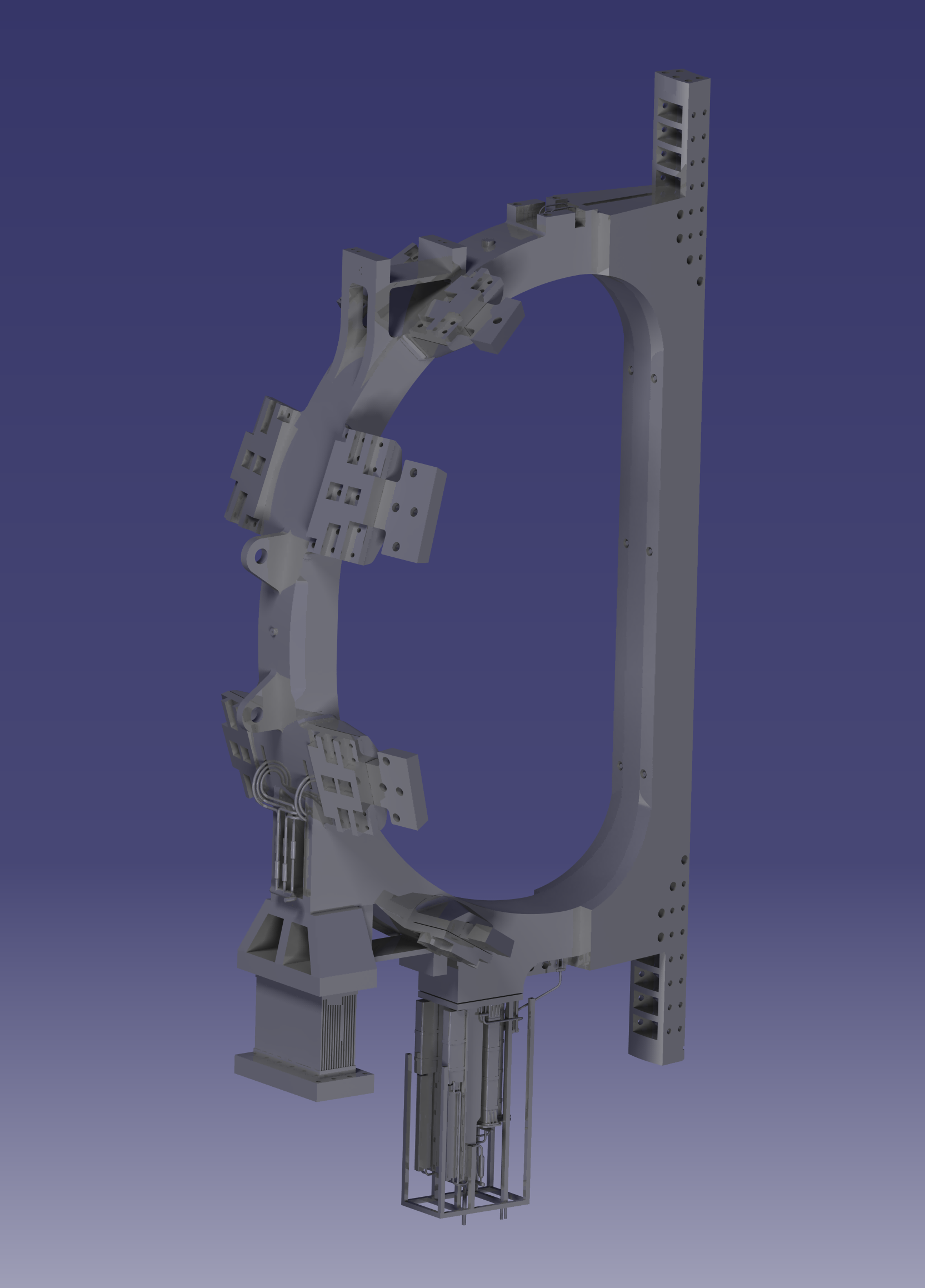
The manufacture of the TF coils concerns the realization of the winding pack (WP) and their integration into the casing structures, including the final mechanical machining.
The WPs are obtained by stacking five double pancake coils obtained by winding a superconducting cable-in-conduit conductor. Once the WPs are heat treated, electrically insulated and instrumentated, they must be inserted into the casing structures. The final mechanical machining of the outer and inner inter-coil structures and of the supports for PF and CS coils must be carried out.
Is should be noted that both the superconducting cables and the casing structures will be provided by DTT. The tenders for the supply of these components are close to being awarded.
Supply description
The TF coils
A detailed view of the magnetic system of DTT is shown in the figure:
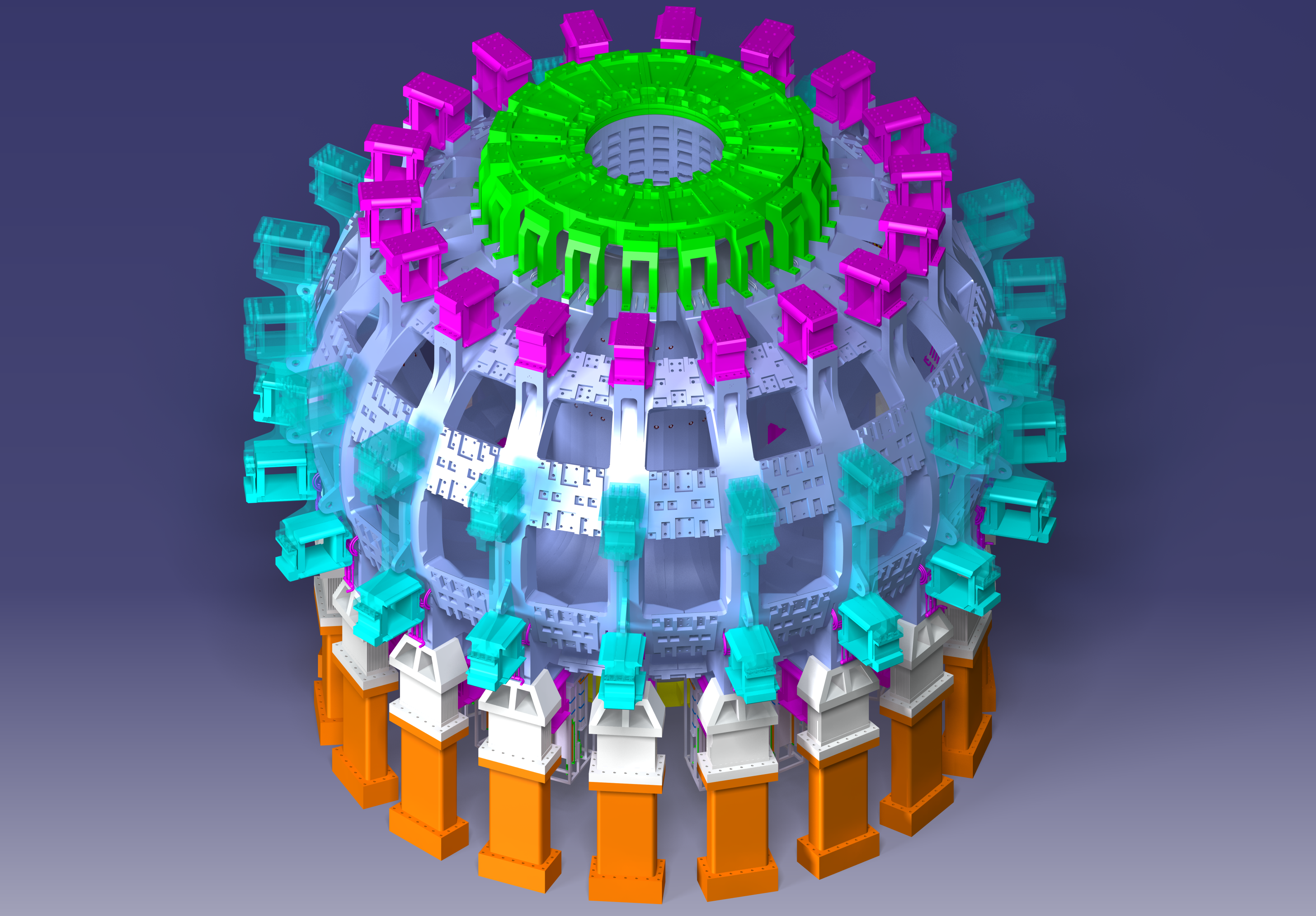
The supply concerns the manufacture of the 18 TF coils winding pack and their integration into the casing structures (provided by DTT), including the final mechanical machining.
The manufacturing process can be roughly described as follows:
Winding pack manufacturing
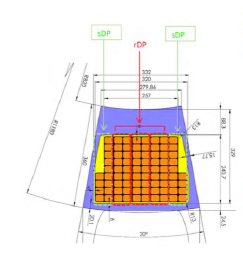
The TF coils are obtained by winding a superconducting cable-in-conduit conductor (provided by DTT) in double pancakes (DP). For the realization, the conductors must be previously unspooled and sandblasted, and then the liquid helium inlets must be installed. Once the winding is completed, the internal half joints and the terminations must be prepared. Since the superconducting material is Nb3Sn, the DPs need to be heat treated to form the superconducting phase. Then the DPs must be electrically insulated by wrapping of fiberglass tape. The stacking of five DPs (two “side”, sDP, and 3 “regular”, rDP, see figure) forms the winding pack (WP). Finally it is electrically insulated from the ground.
Measuring sensors must be installed to monitor temperature, electrical voltage and mechanical strain during operation.
Integration into the casing structures
The process of integrating WPs into casings begins with the cleaning of the components and the preparation of the weld sites. This is followed by the delicate phase of positioning the WPs in the casings: it must be taken into account that the superconducting filaments inside the WPs are very fragile after heat treatment and this operation must be carried out with the utmost care. This is followed by the installation of filler materials and spacers and the final closure of the casing structure by welding. After installing temporary closures, vacuum impregnation follows.
Supports for internal joints and terminations are then installed and joints and helium pipes are protected. Final machining includes the mechanical machining and drilling of the and inner inter-coil structures (to counteract shear force between adjacent coils) and outer inter-coil structure (against out-of-plane loads), the supports for the CS and PF magnets and the connections to the gravity supports (see figure).